
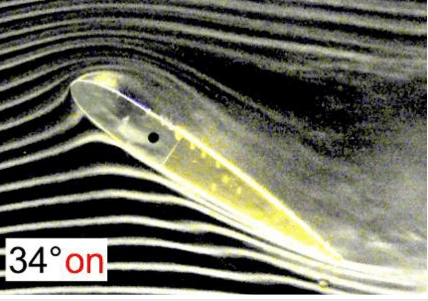
Fiumicino– La vela hi tech attuale e futuribile ha nell’efficienza delle appendici il punto di maggior importanza. Timoni, derive e foil devono essere sempre piu’ al top sia a livello strutturale sia a quello costruttivo. Il mercato della vela da grand prix o degli eventi maggiori fino alla stessa America’s Cup si rivolge a poche aziende che garantiscono il massimo livello possibile in una nautica che sfocia sempre piu’ nell’aerodinamica.

A Fiumicino, nella celebre Via Monte Cadria che costeggia la sponda nord del Tevere ed e’ sede di molti cantieri, opera un’azienda che da un passato nella nautica si e’ ricavata un importante spazio qualitativo nell’industria aeronautica e della difesa per materiali e componenti hi-tech. Aeronautical Service ha tra i suoi clienti aziende importanti come Airbus, Airbus Space & Defense, Leonardo Aircraft, Damen shipyarrd, Siemens Mobility, PFW Aerospace, Leonardo Naval &Defense, solo per citarne alcune.
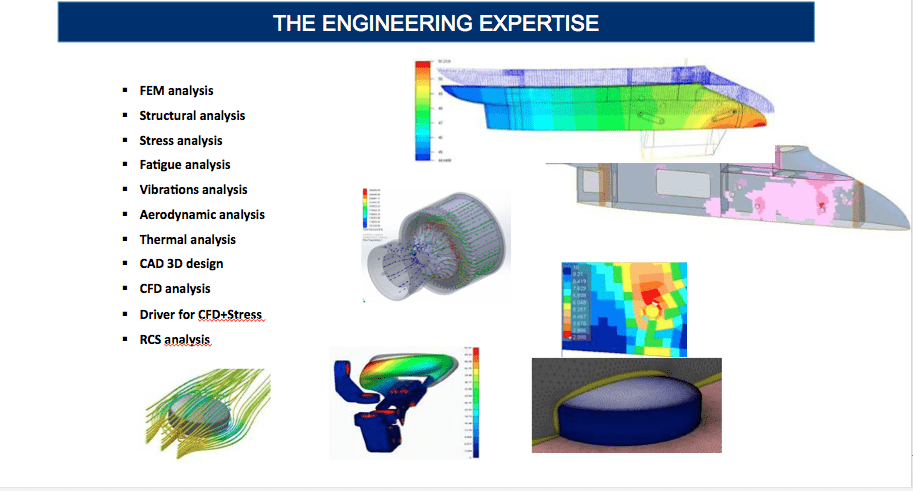
La passione per la nautica, pero’, si mantiene viva nel DNA dell’azienda, che conta su risorse umane di primissimo livello. Ecco perche’ Aeronautical Service, da compagnia impegnata nel settore aerospaziale nella fabbricazione di parti strutturali per aerei militari supersonici e civili, vuol tornare ad aprire le sue tecnologie alla fabbricazione di timoni e appendici in genere, con procedure aeronautiche al fine di offrire il massimo delle garanzie a cantieri, progettisti e armatori nella fabbricazione di parti strutturali in fibra di carbonio.

Il processo di fabbricazione prevede una verifica del laminato proposto dal progettista, mediante test di resistenza meccanica di coupon che sono realizzati secondo la specifica del proggettista. Si realizzano dei campioni che rispettano il ciclo di fabbricazione proposto con i materiali prescelti. Tali campioni vengono condizionati al fine di riprodurre le caratteristiche dell’ambiente dove il manufatto dovrà operare. Ne caso di timoni viene fatto assorbire al campione tutta l’umidità che riesce ad assorbire. Il coupon così condizionato viene testato al fine di offrire al progettista i reali valori di resistenza del materiale che utilizzerà per eseguire i calcoli strutturali in genere mediante una simulazione per elementi finiti .
Verificata la laminazione grazie alle reali caratteristiche di resistenza del materiale il progettista definirà gli spessori e le orientazioni delle singole pelli di materiale scelto. Il costruttore a questo punto è pronto a acquistare il materiale, pre impregnato di fibra di carbonio o tessuti secchi e resina in funzione delle scelte progettuali.
Il materiale una volta arrivato prima di essere utilizzato effettuerà una serie di controlli sul tessuto , sulla resina o sul pre impreganto. Passati questi controlli preliminari si provvederà a fabbricare una serie di provini che verranno testati per definire se la resistenza meccanica riscontrata nei test che hanno preceduto è corretta o meno.
Nell’esperienza ventennale nelle costruzione aeronautica della Aeronautical Service in fase di accettazione materiali ha operato uno scarto medio del 4 per cento di tessuti già fabbricati per usi aeronautici.
Il processo di fabbricazione una volta accettato e verificato il materiale prosegue il clean room iso 8 con umidità e pressione controllata. La sequenza di laminazione è assistita da posizionatori di pelli che proiettano sullo stampo l’esatta posizione di ogni singola pelle.
Terminata la laminazione il manufatto viene messo sotto vuoto e poi prosegue il suo ciclo in autoclave.
Uscito dall’autoclave il timone viene tolto dallo stampo rifilato e poi misurato sotto una macchina a controllo numerico che consente di paragonare il modello virtuale , il progetto, con il modello fabbricato. Ultimata questa fase si passa ai controlli non distruttivi per verificare l’assenza di difettosità o le difettosità accettabili.
Tecnologie di punta al fine di fabbricare timoni e appendici sono ad esempio l’applicazione di riporti duri direttamente sulla fibra in qualità di superfici anti usura. Centesimi di carburo di tungsteno applicati mediante APS o detonation Gun consentono di eliminare problemi di usura legati all’attrito di parti in fibra di carbonio.
Aeronautical Service e’ in possesso delle Certificazioni: EN 9100 2016

Attrezzature
- 5000 mq total area
- 1800 mq covered
- N° 4 high temperature pyrolysis furnaces 1400°c
- Clean room for composite manufacturing iSO 8
- N° 2 autoclaves 10 Atm 250°c
- Impregnating machine for Pre preg manufacturing
- Automatic resin dispenser
- Ultrasonic mixer
- Plies placement, PlyMatch
- Freezer for prepregs storage
- Non Destructive Inspections, Krautkramer USM35X DAC LEMO
- Universal Testing Machine Instron 5582 (-55°C / 250 °C)
- DEA Coordinate Measuring Machine
- DSC Perkin Elmer
- Scanning Electron Microscope
- Impact testing machine
- Climate Chamber
Per informazioni: 349 4417341










